
耐摩耗性・摺動性・寸法精度が求められる部品に、最適な硬質クロム仕様をご提案
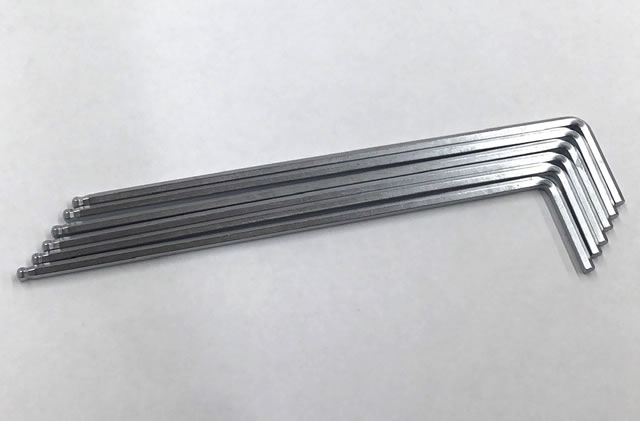
コダマは、大阪で硬質クロムメッキ加工(工業用クロム)を行う表面処理メーカーです。金型、各種シャフト、ピストンロッド、工具、治具、機械部品など、高い耐摩耗性・摺動性・高硬度(Hv850〜)が求められる部品に最適です。部品寿命の延長や、摩耗・かじりによるトラブル低減に貢献します。用途に合わせた硬質クロムメッキをご提案します。
試作1個から量産まで安定供給。全国めっき技術コンクール厚生労働大臣賞を受賞の技術力で、摩耗した部品の寸法復元を目的とした厚メッキ(肉盛り)、高度なマスキング技術による部分メッキ、内径メッキ、梨地ホーニングクロム、メッキ後の仕上げ研磨加工(寸法研磨)、ベーキング処理まで一貫してご相談いただけます。

摩耗・かじり・摺動不良・寸法精度でお困りではありませんか?
貴社の製品に、次のような課題はありませんか?
| 金型・シャフト・工具・治具の摩耗を抑えたい | |
| 部品寿命を延ばし、メンテナンス頻度を減らした | |
| メッキ後の寸法精度や膜厚ムラを安定させたい | |
| 必要箇所だけ部分メッキを行い、性能とコストを両立したい | |
| ベーキング処理まで含めて、水素脆性対策を相談したい | |
| 月産数万個〜10万個規模の量産を安定供給できる加工先を探している |
1つでも該当する場合は、ぜひ図面・写真を添えてお問い合わせください。
形状や素材に合わせて最適な仕様をご提案します。
硬質クロムの耐摩耗性・寸法精度・部分メッキ・納期をまとめて相談できます
|
受賞実績に裏付けられた硬質クロム技術・補助陽極・治具設計で複雑形状に対応全国めっき技術コンクール 硬質クロムめっき部門で 厚生労働大臣賞を受賞、内径、凹部、へこみ形状など、膜厚がつきにくい箇所にも熟練の技術で補助陽極専用治具を作製して対応。 |
部分メッキ・マスキングで性能とコストを両立必要箇所だけに硬質クロムを付けることで、機能とコストを最適化。内径メッキや部分メッキはお任せください。 |
試作1個から月産10万個規模まで対応・ベーキング処理・寸法研磨・バフ研磨まで一貫対応フッ化物浴・HEEF浴の計6槽を活用し、単品から量産まで対応。メッキ後の寸法精度や外観を整える加工も相談可能 |



メッキ処理の安定品質を支える仕組み
コンテンツナビゲーション
| 硬質クロムメッキ加工事例 | 硬質クロムメッキの技術力 | 対応素材 | 対応サイズ |
| 硬質クロムメッキの特長 | 硬質クロムメッキ加工工程 | 硬質クロムメッキQ&A | 関連記事 |
硬質クロムメッキ加工事例
 技術ポイント |
 技術ポイント |
 技術ポイント |
 技術ポイント |
 技術ポイント |
 技術ポイント |
 技術ポイント |
 技術ポイント |
メッキ加工や表面処理でお困りの方は、お気軽に株式会社コダマまでご相談ください
硬質クロムメッキ加工の技術力
硬質クロムメッキは、形状や寸法条件によって膜厚が不均一になりやすく、膜厚差(つきまわり差)が課題になりがちです。コダマでは、治具設計・マスキング・前後加工(研磨・ホーニング)まで一貫対応することで、狙いの膜厚と外観を安定させます。
充実設備で月産10万個以上に対応する硬質クロムメッキライン
止めない品質を支える量産・安定供給・納期厳守の硬質クロムメッキ加工
フッ化物浴・HEEF浴の計6槽を保有、小物製品なら10万個以上/月の量産加工が可能です。単品1個からのご対応、納期1日も可能です。
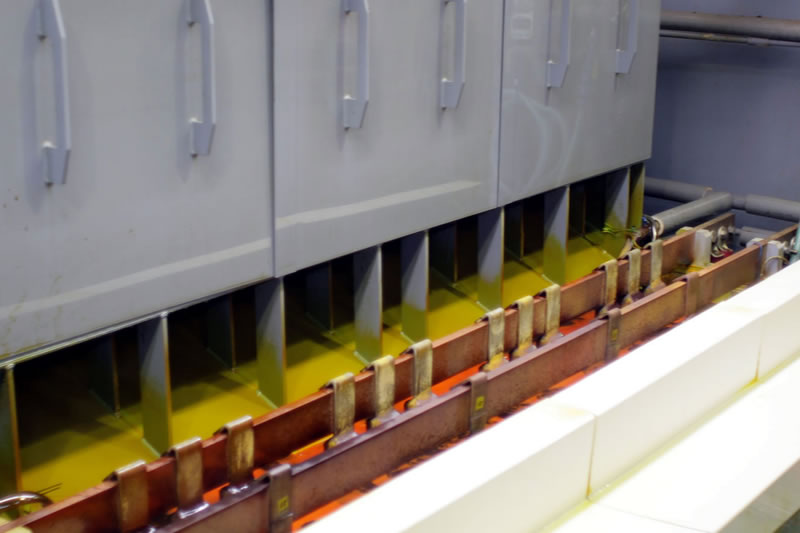
硬質クロムメッキ液は、 金属を溶解させる作用が強いため、 メッキ設備はクロム酸に対して耐食性を有する材料が使われています。白上げ、均一の薄いクロム膜厚(薄メッキ処理)も可能です。
フッ化物浴・HEEF浴の計6槽を保有
従来のメッキ(サージェント浴)よりも硬度が高く、耐摩耗性に優れるフッ化物浴とHEEF浴を採用しています。メッキ槽のサイズは、扱う製品の大きさと処理量によって決定されます。
| 浴 槽 | 幅(mm) | 長さ(mm) | 深さ(mm) |
| 1号槽(フッ化物浴) | 900 | 2100 | 1050 |
| 2号槽(フッ化物浴) | 700 | 1450 | 1200 |
| 3号槽(フッ化物浴) | 1760 | 570 | 1050 |
| 4号槽(フッ化物浴) | 600 | 2500 | 1000 |
| 5号槽(フッ化物浴) | 600 | 1980 | 1020 |
| 6号槽(HEEF・ヒーフ浴) | 600 | 800 | 600 |
*硬質クロムメッキのRoHs4物質(カドミウム・鉛・水銀・六価クロム)の含有量調査を定期的に実施しています。RoHSに抵触しません。
部分メッキ、内径メッキ マスキング技術が強み

部分メッキマスキング処理の技術者がメッキ不要部に手作業でマスキングを行います。必要な部分だけに硬質クロムメッキを施すことで、コストと性能を両立させます。
内径メッキ 硬質クロムメッキ加工の熟練のメッキ職人が、補助陽極(アノード)を作製して内径メッキ加工を行います。ジグ接点跡をなくした硬質クロムメッキ等、高度な技術が必要な製品もメッキ加工が可能です。
内径メッキは、内径サイズ10φ以上から処理します。内径サイズ10φ以下の小さな内径は処理できません。内径メッキの膜厚200μm以上の加工実績があります。
部分メッキ加工事例はこちら
梨地ホーニングクロム・寸法研磨・バフ研磨やベーキング処理の一貫対応

小型・中型・大型と様々なタイプのベーキング炉でご対応。熱処理炉(ベーキング処理) メッキ後のベーキング処理まで社内一貫対応しています。水素脆性対策も含め、安心してご依頼いただけます。
対応可能な表面処理や仕上げ技術
メッキ前:下地バフ研磨
メッキ後:仕上げのバフ研磨・寸法研磨
メッキ前後:寸法研磨
アルミ素材の硬質クロムメッキ加工もお任せください

軽量化を目的としてアルミ素材を適用され、表面の耐摩耗性の向上のために硬質クロムメッキが増えています。アルミ素材のA5052の番手が豊富な実績があります。(カメラマウント部品 2万個以上の加工実績があり、不良率は0.1%以下です)
アルミ素材の硬質クロムメッキ基本工程
亜鉛置換(ジンケート処理)→下地めっき(銅又はニッケル)→硬質クロム
|
硬質クロム加工でシミを発生させないメッキ加工をしています 乾燥工程でメッキ表面にシミが出来ない対策をしています。 ・乾燥機内の温度を高温にしない ・乾燥機内の定期的な清掃と点検 ・環境のよい場所で製品を保管 詳しくはこちら |
硬質クロムめっき対応素材
|
鉄鋼素材 炭素鋼(低炭素鋼は最良)クロム鋼 |
銅・銅合金・真鍮等 |
| アルミ (A5052,ADC12などアルミの種類の情報が必要) |
ステンレス (SUS304やSUS316などSUSの種類の情報が必要) |
| 亜鉛ダイキャスト(試験が必要) |
硬質クロムメッキ処理可能な最大対応サイズ
サイズ・用途に合わせて条件を調整できる硬質クロムメッキ設備 試作から量産まで、内容に応じて最適な槽を使い分けています。
処理可能サイズ
フッ化物浴:最大400mm×400mm×深さ1000mm
ヒーフ浴: 最大400mm×400mm×深さ400mm
硬質クロムメッキ加工とは
硬質クロムメッキとは、耐摩耗性、硬度、摺動性、離型性の向上を目的として工業製品や機械部品に施される表面処理です。金型、シャフト、工具、治具、機械部品などに用いられ、膜厚管理や部分処理、内径処理が品質を左右します。株式会社コダマでは、治具設計・マスキング・研磨まで含めて一貫対応しています。品質・納期・対応力の向上に向けて、お客様満足度アンケート調査結果を13年連続で公表しています。
メールや電話でのご相談は、「これ、硬質クロムで合ってますか?」というレベルでも大歓迎です。安心してお問い合わせください。
硬質クロムメッキ特長
硬質クロムメッキ(ハードクロムメッキ・hcrメッキ)の原理
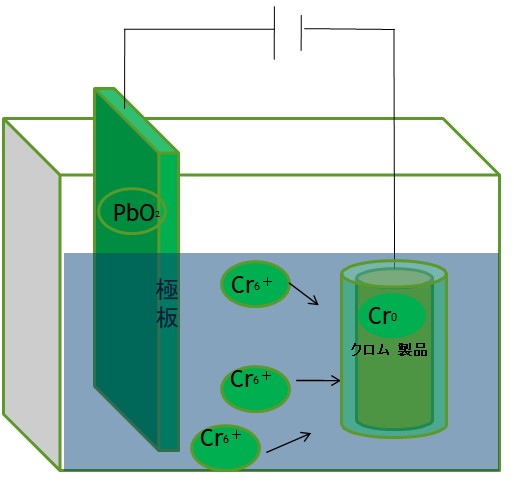 |
硬質クロムメッキが析出する原理は、+側に鉛合金板(PbO2)を、-側に製品を吊るし、6価クロムイオンを含む電解質に直流又はパルス電流を流して、陰極上に金属クロムを析出させる処理になります。硬質クロムメッキは、電気の力を使って、金属表面にクロムを成長させる処理です。
ここに直流電流またはパルス電流を流すと、電気の働きによって、電解液中のクロムイオンが動き出し、-側にある製品表面へ引き寄せられます。その結果、製品の表面ではクロムイオンが電子を受け取り、金属クロムとして析出(固体化)します。この析出が繰り返されることで、製品の表面に硬く、摩耗に強いクロムの層が積み重なっていきます。 |
硬質クロムメッキ(ハードクロムメッキ・hcrメッキ)優れている点
耐摩耗性が良い
硬質クロムメッキ皮膜は、緻密で平滑性に優れ、摩擦係数が低く、高硬度なため耐摩耗性に優れています。(皮膜硬度 Hv800以上)自動車、産業機械、金型などの表面摩耗を抑え、製品寿命の延長やメンテナンス頻度の低減に貢献します。
肉盛(厚付け)が可能
肉盛りとは機械加工で削りすぎた時などに、その削りすぎた部分のみに、厚く硬質クロムメッキ加工し、寸法補正や修理を行うことをいいます。(100μm以上の厚付けが可能)
美観の向上
硬質クロムメッキは、その鏡面のような光沢が美しいため、自動車のバンパーや家具の装飾品など、見た目を重視する製品にも使用されています。このような用途では、耐久性だけでなく、美観の維持に優れています。
保油性がある
クロム皮膜のクラックに油を含ませることが出来るので保油性があります。皮膜に油が含侵され耐食性も向上します。
耐食性・耐候性が良い
耐候性が高く、大気中において長期間、光沢外観が保たれます(変色しにくい)塩化物以外の化学薬品に対しても安定していて13μm以上の皮膜では優れた耐食性を付与することが出来ます。
硬質クロムメッキ(ハードクロムメッキ・hcrメッキ)優れていない点
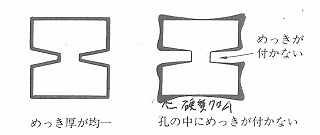
膜厚の高低差のバラツキが大きい 皮膜力が低い・均一電着性が悪い
他のメッキと比較するとメッキ膜厚が不均一になりがちで、膜厚の高低差のバラツキが大きくなる傾向があります。複雑な製品形状や製品寸法が大きくなれば、より顕著に表れます。(皮膜にクラックが生じやすい)(被覆力が低い)(均一電着性が悪い)
難易度が高く熟練の技術が必要
凹凸形状の製品に硬質クロムメッキを施す場合は、専用の補助陽極(アノード)や適切な治具の作製が必要となり、高い技術と経験を要します。また、最終寸法の公差範囲が狭い製品では、寸法研磨が必要になるため、加工コストが高くなる場合があります。
|
左:均一電着性に優れたメッキ 右:硬質クロム めっき厚が不均一になりやすい |
|
水素が吸蔵して製品が脆くなる
メッキ加工中に多くの水素を吸蔵するので、製品用途によっては水素除去して、製品自体が脆くなることを防ぐためにベーキング処理が必要になります。
硬質クロム加工するのに大電流を要する
他の電気メッキと比べると加工の際に大電流を使用するので、電力費用が大幅に高くかかります。
耐熱性 300℃以上の温度雰囲気で使用する場合は硬さが急激に低下する
硬質クロム皮膜は高温雰囲気でも使用できますが、300℃を超えると硬さが低下し、耐摩耗性や耐食性も徐々に低下する傾向があります。目安として、硬度はHv1000からHv600程度まで下がります。
メッキ特性比較表
| 無電解ニッケルテフロン | 硬質クロムメッキ | 無電解ニッケル | |
| 膜厚精度 | ◎(極めて高い) | △(角に厚く付く) | ◎(極めて高い) |
| 硬度 (Hv) | 300〜400 (熱処理後 500〜) | ◎ 800〜1,100 | 〇550 (熱処理後 900〜) |
| 耐摩耗性 | 〇(自己潤滑性あり) | ◎(非常に硬い) | 〇(中程度) |
| 密着性 | 〇 | ◎(良好) | 〇 |
| 導電性 | △ | △ | 〇 |
| 主な特徴 | 離型性・潤滑性能 | 高硬度・耐摩耗性能 | 寸法精度・耐食性能 |
硬質クロム加工工程
|
硬質クロムメッキ加工の動画をご覧いただけます |
前処理からメッキ、後処理まで、工程管理・品質管理を徹底しています。(各工程間は水洗いが入ります) アルカリ脱脂→防錆処理→ラッキング工程→(逆電処理)→硬質クロムメッキ→防錆処理→乾燥工程(ベーキング処理)
|
| 1 アルカリ脱脂 | 脱脂工程は、製品についている油を取るために行います。 |
| 2 防錆処理 | 鉄製品は錆やすいので、アルカリ系の防錆剤に浸漬し、防錆処理をしています。 |
| 3 ラッキング工程 | 製品を治具にセットします。 |
| 4 逆電処理(アノードエッチング処理) | 製品の通常の極性を変えて電解することで表面を活性させます。 |
| 5 硬質クロムメッキ | 徐々に正規電流値に上げていくスローアップし、正規電流へ。硬質クロムの皮膜は耐摩耗性が優れた被膜です。 |
|
6 防錆処理 |
メッキ後に行うことで防錆能力が向上します。 |
| 7 乾燥工程(ベーキング処理) | エアー乾燥、乾燥炉などを所定の時間行い、製品に付着した水分を飛ばします。(ベーキング処理は200℃ 2時間程度) |
鉄鋼素材の逆電処理(アノードエッチング)の目安
| 材質 | 厚さ 5μm程度 |
| 低炭素鋼 | 30秒~1分 程度 |
| 高炭素鋼 | 15~30秒 程度 |
| Ni-Cr-Mo鋼 | 60秒 程度 |
| Ni-Cr鋼 | 30~60秒 程度 |
|
高速度鋼 |
10~15秒 程度 |
| 鋳鉄 | 5秒 程度 |
発注する際の注意点
お問合せの前にお客様にご確認いただきたいポイントをご案内します。
 |
 |
 |
 |
図面または写真でお見積り可能です
硬質クロムメッキ加工 技術者
全国めっき技術コンクール 硬質クロムめっき部門にて 厚生労働大臣賞(日本1位)に輝きました。
硬質クロム課の職人は、全国めっき技術コンクールで上位入賞を重ねる、全国トップレベルの技術者チームです。2025年には松谷さんが硬質クロムめっき部門で厚生労働大臣賞を受賞しました。現場で状態を確認しながら最適な加工条件を見極めています。図面がない場合でも、用途やお困りごとをぜひご相談ください。
 |
 |
今年は硬質クロムめっき部門で念願の厚生労働大臣賞(日本1位)を受賞することができて嬉しく思っています。去年の表彰式に参加した際「自分も日本一を取りたい」と強く思って、日々の技術向上に努めてきました。
今回の競技では、高電部がコゲないように対策し、膜厚を狙い通りに仕上げることがポイントでした。コダマの膜厚測定器と全鍍連の膜厚測定器では差が出るため、過去3年間のデータをもとにその差を読み、調整する戦略が重要だったと感じています。
来年もさらに技術を磨き、安定して高い品質を出せるよう挑戦を続けていきたいです。そして、日々の現場でも、お客様により良い硬質クロムめっきを提供していきたいと思います。
研磨-装飾クロムめっき部門 全国中小企業団体中央会賞(日本6位)受賞 中野さん
 |
 |
めっき業界歴30年以上のベテラン職人。数々の現場で技術を磨き、難易度の高い部分メッキや凹凸のある複雑形状のワークにも対応してきました。まさに現場の職人という言葉がふさわしい存在です。
厳しい条件の加工であっても冷静に向き合い、硬質クロムメッキの最適条件を見極めながら高品質な仕上がりを実現。多くの社員から信頼と尊敬を集めています。
現在は次世代の育成にも力を注ぎ、技術伝承にも積極的です。長年培ってきた知識と経験を惜しみなく共有し、後進を導く頼れる存在となっています。
硬質クロムメッキ Q&A
| Q. RoHSやELVで硬質クロムメッキは規制ありますか |
| Q. 硬質クロムの塩水噴霧に耐える厚さはいくらか |
| Q. クロムのRoHs指令についての ICP分析結果報告 |
| Q. 硬質クロムと無電解ニッケルを比較する |
| Q.硬質クロムめっきの旧記号は今のJIS記号で教えてください |
| Q.硬質クロムメッキと無電解ニッケルメッキを比較する |
| 硬質クロムメッキ解決Q&Aをもっと見る見る |
【コラム】メッキライブラリの記事
メッキコラムをもっと見る
硬質クロムメッキ関連記事
硬質クロムメッキのJIS記号での表し方と呼び方
[メッキ法の種類]-[素地の種類]/[下地メッキの種類 膜厚], [上層のメッキの種類 膜厚]
| 例1、 Ep - Fe / ICR10 |
| 電気めっきー素地の種類(鉄素地)/ 硬質クロムメッキ 膜厚10μm以上 |
| 例2、 Ep - Fe/ ICr10 /1BF, 2BF |
| 電気めっき、素地の種類(鉄素地)/ 硬質クロムメッキ10μm以上 メッキ前のバフ仕上げ、メッキ後のバフ仕上げ |
前処理・後処理を表すJIS記号
バフ仕上げ(めっき前):1BF (めっき後):2BF
ブラスト仕上げ(めっき前):1SB(めっき後):2SB
グラインダ加工(めっき前):1G HB:水素除去のベーキング
硬質クロムメッキのJIS規格 工業用クロムメッキ H8615-1993
メッキ加工で使用する治具設計・治具製作
- 補助陽極(アノード):製品の溝部や円筒の内面など、電流が流れにくい場所に鉄線もしくは鉛線などを利用して電流密度を上げる配置を行います。補助陽極は陽極のブスバーからつないで利用します。
- 補助陰極(カソード):電気止めとも呼ばれています。角部や尖った形状などは電流が集中して高電流密度部になりコゲヤ被りが発生しやすい。これらの電流密度を下げるために補助陰極を利用します。
- 遮へい板(しゃへいばん):製品の電流が集中しやすいポイントにそこを覆うように遮へい板を設置することで電流密度を抑え均一電着性を改善することができます。
硬質クロム フッ化物浴、HEEF(ヒーフ浴)、サージェント浴 特長の違い
|
硬質クロム(フッ化物浴)光沢 硬度:Hv800~900Hv |
・メリットは、サージェント浴より高速でメッキが可能。 ・光沢メッキ範囲が広い。つきまわり性やよい ・SUSにも密着の良く重ね付けも可能 ・デメリットは、腐食性が強く、陽極の消耗が早い。素材が侵されやすい。 |
|
硬質クロム(HEEF ヒーフ浴)光沢 硬度: Hv850~950 |
・メリットは、サージェント浴より高速でメッキが可能。 ・角部や強電部への焦げなどが発生しにくい。 ・皮膜はマイクロクラックで耐食性 耐磨耗性に優れている。 ・デメリットは薬品コストが割高になる。 |
|
硬質クロム(サージェント浴)無光沢 硬度:Hv800 |
・薬品コストが安く、最もよく使われていて液管理がしやすい。 ・素材への浸食が低いので、部分メッキに適している。 ・デメリットは、皮膜はマイクロクラックになり耐食性が悪い。
|
硬質クロムメッキは、RoHS指令に対応 皮膜をRoHS指令 4物質(カドミウム・鉛・水銀・六価クロム)を定期的にICP分析(含有量試験)しています。分析結果報告が必要なお客様にはご提出できます。
硬質クロムメッキの分野・用途・適用製品
| 分野 | 利用目的・用途 | 硬質クロムメッキ加工を適用製品 | |
| 自動車 |
耐摩耗性・潤滑性・多孔性・硬さなど |
クランクシャフト・シリンダー・ピストンロッド・軸受け |
|
| 産業機械 | 耐摩耗性・耐食性・潤滑性・硬さ・潤滑性・非粘着性 |
各種シリンダー・ロール・スピンドル・マンドレル・スリーブ・ピン・プレート・油圧機器部品 |
|
| 金 型 | 非粘着性・耐摩耗性・肉盛り再生 |
打錠金型(杵・臼)・ガラス用金型・樹脂用金型・ゴム金型・半導体封止金型・キャビティ |
|
| 化学工業 | 耐食性・耐摩耗性 | ポンプシャフト・インペラ・バルブ | |
クロムメッキにおける不良原因と対策
クロムメッキの品質管理は、クロム酸の濃度に対する硫酸の量(バランス)が重要です。バランスが崩れた場合などは、メッキ不良になりやすい。
| 不良内容 | 原因 | 対策 | |
| クロムメッキが中心部につかない | 電流密度が小さかった | 電流密度を上げる | |
| 均一電着性が悪い | 硫酸、三価クロムが過多になっている |
硫酸は、炭酸バリウムで除去する。三価クロムは陽極面積を大きくする。 |
|
| 光沢不良 灰色 | 浴温度が低かった | 適正温度にする | |
| 光沢不良 乳白色 | 浴温度が高かった | 適正温度にする | |
| 剥離やふくれ | 素材、下地ニッケルの不活性化 | 素材は、適切な前処理をする。下地ニッケルの活性化は希塩酸などで処理する。 | |
三価浴と六価浴のクロムメッキの特長比較
| 項 目 | 三価クロムメッキ浴 | 六価クロムメッキ浴 | |
| 浴の不純物に対する耐性 | 敏感 | 鈍感 | |
| クロムの被覆力 | 良好 |
劣る |
|
| やけ・こげ | 少ない | 高電流密度で発生 | |
| 色調 | 少し暗めのステンレス調 | 青白いクロム色 | |
| 耐食性 | 不動態化処理が必要 | 不要 | |
| 膜厚の上限 | 厚付けできない。(1.5μm以内) | 厚付け可能 | |
| 皮膜硬度(Hv) | 500~700 | 800~1000 | |
| 毒性 | 低い | 高い | |
硬質クロムメッキの解説者:まとめ
 |
硬質クロムメッキは、耐摩耗性、耐食性、表面機能の向上に優れ、多くの産業分野で欠かせない表面処理です。用途や求められる性能に応じて、サージェント浴、フッ化物浴、ヒーフ浴の3種類のメッキ浴を使い分けることで、それぞれ異なる特性を持つ硬質クロムメッキを加工できます。今後も技術の進歩により、さらに幅広い分野での活用が期待されています。 めっき職歴30年以上。創業者である父のもと、家業のメッキ工場に親しみ、夏休みにはラッキング作業も手伝ってきました。大学卒業後は、電子部品のメッキ加工を得意とする東京の大手メッキメーカーで修行し、電子部品の金メッキ、銀メッキ、スズメッキ、ニッケルメッキ、銅メッキ技術や経営ノウハウを学ぶ。
コダマ入社後は、現場、品質保証、営業を経験し、現在は新卒採用、新規事業の戦略立案に注力しています。わくわく!コダマ新聞(ニュースレター)も配信中! |