
亜鉛メッキ加工依頼 納期3日から対応
コダマは創業66年の伝統、安定と確実な成長を遂げる 大阪の亜鉛メッキ加工メーカーです。特級めっき技能士2名・一級めっき技能士6名・二級めっき技能士8名が在籍し、技術的な専門知識をもつスタッフが処理いたします。初めての方も気軽にお問い合わせください。 500件以上の加工実績 | ISO9001・14001認証取得工場 | 亜鉛メッキの特長、担当技術者、亜鉛メッキ関連記事を紹介しています。
メッキ処理の安定品質を支える仕組み
お客様満足度調査アンケート結果

コンテンツナビゲーション
| 特長 | 対応サイズ | 技術力 | 対応素材 |
| 加工工程 | 加工事例 | メッキQ&A | 関連記事 |
亜鉛メッキとは

亜鉛メッキのメリット
亜鉛メッキは、防錆性が高く、コストパフォーマンスに優れるため、ネジやボルトなどの建築金物・鉄道車両の関連部品などに活用されています。亜鉛メッキは鉄鋼素材への防食メッキとして最も多く適用されているメッキです。 耐食性の原理は、鉄と組み合わせて腐食環境に置くと、亜鉛が優先的に腐食し錆から守る機能 自己犠牲作用があるからです。そして亜鉛メッキ皮膜にクロメート処理(黄色)やユニクロ処理(青白色)や3価クロメート処理をつけることで耐食性を大きく向上させることができます。
亜鉛メッキのデメリット
亜鉛メッキのデメリットは、酸性、アルカリ性の雰囲気で溶解する。皮膜が均一に処理出来ないなどがありす。六価クロメート処理のデメリットは、耐熱性が悪いことです。約60℃以上で加熱すると、皮膜が脱水収縮してクラックを生じ、防食性が低下します。人体に有害であり、環境負担も大きいとされています。
亜鉛メッキの種類
六価クロメート(黄色)・亜鉛黒・黒色クロメート・三価ブラック・三価クロメート(黄色)もご対応可能です
亜鉛メッキ加工が可能な最大対応サイズ
サイズ:縦400mm ×横400mm× 深さ600mm
亜鉛メッキの加工技術力
六価クロメート(黄金色・虹色・干渉色)
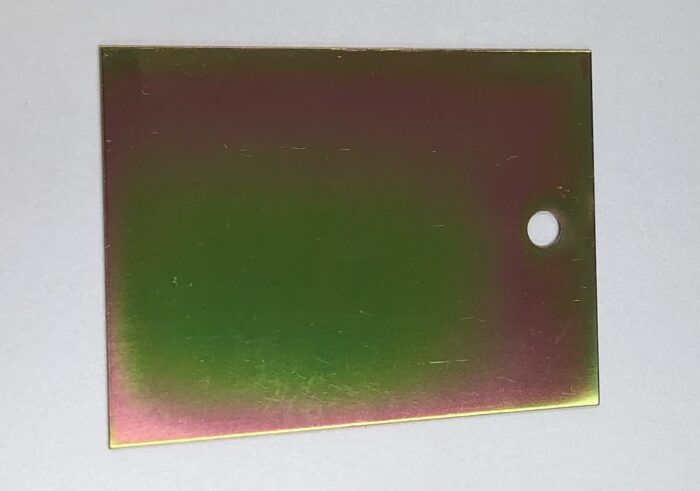 耐食性を重視した製品に使用されています。環境負荷物質の六価クロム(有害物質)を含有しているので、使用するには注意が必要です。
耐食性を重視した製品に使用されています。環境負荷物質の六価クロム(有害物質)を含有しているので、使用するには注意が必要です。
MIL規格 ミルスペックの亜鉛メッキ加工
当社では防衛装備品の亜鉛メッキ 六価クロメート(黄金色・虹色・干渉色)加工を得意としています。
亜鉛黒・黒色クロメート・三価ブラック
亜鉛黒・黒色クロメート・三価ブラックは、防錆力を高め、金属感のある黒色皮膜になります。三価なので環境負荷物質の六価クロム(有害物質)は非含有です。
三価クロメート(黄色)六価代替 (バレルメッキ処理)
 6価クロメートと同様な赤みを帯びた黄色の三価クロメートは存在しませんでした。黄色・赤色を帯びた干渉色を安定的に出すことに成功しました。耐食性が安定的に得られるため、どんな部品にも使用可能です。紫外線による退色も存在せず、外装部品にも使用可能です。色ムラが無く、安定した外観が得られるなどの特長があります。
6価クロメートと同様な赤みを帯びた黄色の三価クロメートは存在しませんでした。黄色・赤色を帯びた干渉色を安定的に出すことに成功しました。耐食性が安定的に得られるため、どんな部品にも使用可能です。紫外線による退色も存在せず、外装部品にも使用可能です。色ムラが無く、安定した外観が得られるなどの特長があります。
対応可能な製品例:ボルト・ナット・ネジ・鉄道車両の関連部品 等
シミを発生させないメッキ加工をしています乾燥工程でメッキ表面にシミが出来ない対策をしています。 ・乾燥機内の温度を高温にしない ・乾燥機内の定期的な清掃と点検 ・環境のよい場所で製品を保管 |
亜鉛メッキ対応素材
鉄、真鍮、ステンレス素材
亜鉛メッキ加工工程

| 1 アルカリ脱脂 | 脱脂工程は、製品についている油を取るために行います。 |
| 2 超音波洗浄 | 超音波によって、液体に生じた真空の気泡が破裂する際の衝撃波を利用した洗浄方法になります。 |
| 3 電解脱脂 | 電解脱脂工程は、浸漬脱脂で取り除くことのできない、微細な凹凸面に付着したバフカスや焼き入れのスケールを、多量のガスの圧力で取り除くために行います。 |
| 4 活性化 | 酸活性工程は、メッキ前に素材を活性化させ、メッキを付きやすくするために行います。鉄系・硫黄快削鋼・銅合金など素材にマッチした活性化を行います。 |
| 5 亜鉛メッキ | 主に鉄素材に加工する亜鉛メッキは素材の防錆能力を大幅に高めることが出来ます。 |
|
6 硝酸活性 |
亜鉛表面を活性化しクロメート皮膜がのりやすくします。 |
| 7 クロメート処理 | 亜鉛メッキ後に行うクロメート処理は、亜鉛メッキの防錆能力を大幅に高めることが出来ます。 |
| 8 乾燥工程 | エアー乾燥、乾燥炉などを所定の時間行い、製品に付着した水分を飛ばします。(各工程間は水洗いが入ります ) |
発注する際の注意点
お問合せの前にお客様にご確認いただきたいポイントをご案内します。
 |
 |
 |
 |
コダマメッキ加工依頼お取引の流れ
亜鉛メッキ加工事例
防衛装備品(六価クロメート)秘密保持のため、製品写真は公開できません。
ボルト・ナット・ネジ 等(三価クロメート)
亜鉛メッキ加工 担当技術者 紹介
|
亜鉛メッキライン:一級めっき技能士 山中 隆さん |
山中さんは、2009年入社 亜鉛メッキライン・コダテクトライン・車載向け 無電解ニッケルメッキラインの三ラインを統率するラインリーダーをしています。 防衛装備品のメッキ加工を10年以上経験し得意としています。 |

亜鉛メッキ解決Q&A
| Q. 亜鉛メッキ加工して、塩水噴霧試験はできますか |
| Q. 亜鉛メッキ 三価クロメート イエローできますか |
| Q. 亜鉛メッキの再メッキの問題点は? |
| Q. 溶融亜鉛めっきを残して、金メッキ加工できますか |
亜鉛メッキ関連記事
亜鉛メッキのjis記号での表し方と呼び方
[メッキ法の種類]-[素地の種類]/[下地メッキの種類 膜厚], [上層のメッキの種類 膜厚]
| 例1: EpーFe / Zn8 / CM1 |
| 電気めっきー素地の種類(鉄素地)/ 亜鉛メッキ 膜厚8μm以上 後処理 光沢クロメート処理 |
| 例2: EpーFe / Zn8 / CM2 |
| 電気めっき、素地の種類(鉄素地)/ 亜鉛メッキ 膜厚8μm以上、後処理 有色クロメート処理 |
亜鉛メッキの解説者: 亜鉛メッキのまとめ
 |
亜鉛メッキは、防錆性が高く、コストパフォーマンスに優れるため、ネジやボルトなどの建築金物などに活用されています。亜鉛メッキは鉄鋼素材への防食メッキとして最も多く適用されているメッキです。 亜鉛メッキのデメリットは、酸性、アルカリ性の雰囲気で溶解する。皮膜が均一に処理出来ないなどがあります。六価クロメート処理のデメリットは、耐熱性が悪いことです。約60℃以上で加熱すると、皮膜が脱水収縮してクラックを生じ、防食性が低下します。人体に有害であり、環境負担も大きいとされています。 めっき職歴30年以上 大学卒業後は、電子部品のメッキ加工を得意とされる東京の大手メッキメーカーにて修行し、電子部品の金メッキ、銀メッキ、スズメッキ、ニッケルメッキ、銅メッキ技術や経営ノウハウを学ぶ。コダマでは、現場、品質保証、営業などメッキに関する幅広い分野の経験をもつ。わくわく!コダマ新聞(ニュースレター)も配信中!
|