
金メッキ加工の費用・見積|最短1日納期、試作1個から小ロットまで対応
コダマは、大阪で金メッキ加工を行う表面処理メーカーです。純金メッキ・硬質金メッキ・部分金メッキに対応し、コネクタ・端子・接点・リードフレーム・電極板など、電気的信頼性が求められる部品の表面処理をご提案します。試作1個から量産まで対応。厚生労働大臣賞受賞の熟練技能者が、膜厚管理・治具設計・品質安定に関わっています。SUS・チタンなど特殊素材への金メッキ、0.05µmのフラッシュメッキから厚付けまでご相談いただけます。
 |
 |
接触抵抗・膜厚ムラ・難素材への金メッキでお困りではありませんか?
貴社の製品に、次のような課題はありませんか?
| コネクタ・端子・接点部品の接触抵抗を安定させたい | |
| 電気伝導性・熱伝導性を高めたい | |
| ワイヤーボンディング性や金スズはんだ付け性を確保したい | |
| 金メッキの膜厚ムラや外観不良を改善したい | |
| チタン・インコネルなど、難素材への金メッキを相談したい | |
| 金の使用量を抑えるため、必要箇所だけ部分メッキしたい |
1つでも該当する場合は、ぜひ図面・写真を添えてお問い合わせください。
形状や素材に合わせて最適な仕様をご提案します。
コダマなら、金メッキの品質・コスト・納期をまとめて相談できます
 用途に合わせて、純金メッキ・硬質金メッキを提案銅、真鍮、ステンレス、アルミ、チタンの金メッキ加工実績が豊富です。電子部品、リードフレームなどの電気接点部品の分野やコネクタの接触抵抗を下げたいなど用途に対応しています。 |
 膜厚ムラ・外観ムラ・品質管理も相談金メッキ膜厚ムラを抑え、0.05μm〜10μm以上 まで用途に応じた厚み指定も可能です。外観ムラ、シミ・変色などの悩み、車載・防衛装備品・宇宙関連製品などもご相談下さい。 |
 試作~量産 見積や加工納期が最短1日金メッキ加工、年間500件以上の実績を基にスピード見積から最短1日納期 も実現。部分メッキや特殊な下地処理が必要な場合は+2~3日必要です。急ぎの試作もお任せください。 |
コンテンツナビゲーション
| 金メッキの特長 | 対応サイズ | 金メッキの技術力 | 金メッキ対応素材 |
| 金メッキ加工 工程 | 金メッキ加工事例 | 金メッキQ&A | 金メッキ関連記事 |
純金メッキと硬質金メッキの違い 特長
金メッキとは、黄金色の外観を持ち、電気伝導性および熱伝導性に優れたメッキ皮膜です。金は大気中で酸化しにくく、耐食性・耐変色性に優れているため、長期間にわたって安定した特性を維持できます。さらに、金属の中でも延性や加工性に優れ、ワイヤボンディング性などの接合特性にも優れることから、高い信頼性が求められる用途に適しています。
純金メッキ(軟質金メッキ)金純度99.99% 皮膜硬さ Hv60
 |
純金メッキ(軟質金メッキ)とは、金純度99.99%の金を使用したメッキ皮膜で、24金メッキとも呼ばれます。金純度が高く、結晶状態が安定しているため、金本来の特性を最も活かせる点が特長です。 電気伝導性、熱伝導性、ボンディング性に優れており、熱・圧力・超音波を加えることで、金線やアルミニウム線との接合がしやすく、金スズはんだの濡れ性も良好です。一方で、皮膜がやわらかく硬度が低いため、傷や摩耗に弱いというデメリットがあります。
|
硬質金メッキ(金合金メッキ)金純度99.5~99.7% 皮膜硬さ Hv175程度
 |
|
硬質金メッキとは、金の中にコバルトなどの微量元素を加え、金と共析させることで、金本来の特性を保ちながら硬さと耐摩耗性を高めた金メッキです。このため、一般的な純金メッキと区別して硬質金メッキと呼ばれます。
硬質金メッキは、金純度99.5%~99.7%で、電気伝導性と熱伝導性に優れ、Hv150~170の高い硬度を持つのが特長です。純金メッキに比べて硬度は約2倍、耐摩耗性は約3倍に向上するため、摩耗が激しい接点部の耐久性向上に適しています。電子部品分野では、接点部の寿命を延ばしたい場合に、硬質金メッキを厚付け(2μm)で採用するケースがあります。
加工可能な金メッキの膜厚の目安 フラッシュメッキから厚付けまで幅広く対応:0.05µm / 0.2µm / 0.5µm / 1µm / 10µm以上対応可(要相談)
| 純金メッキ(軟質金メッキ) | 0.05μm~30μm |
| 硬質金メッキ(金合金メッキ) | 0.05μm~10μm |
*これ以外の膜厚のご要望の場合は、お電話、フォームから一度ご相談下さい。
金メッキ加工の種類|硬質金・純金メッキ コダマの対応
| めっき種類 | 機能 純度・硬度 | コダマの対応 |
|
硬質金メッキ |
金純度99.5~99.7% 皮膜硬さHv175 耐摩耗性 接触抵抗の安定 |
数量:1個から試作~量産10万個以上 ・全面メッキ、部分メッキ可能 膜厚の目安:0.05μm~10μm 下地めっき:銅メッキ、ニッケルメッキ、銀メッキ、下地メッキなし(ダイレクト硬質金メッキ) 対応素材:銅、真鍮、ステンレス、アルミ、チタンの硬質金メッキ加工実績が豊富 主な目的:電子部品分野では、接点部の寿命を延ばしたい・激しい接点部の耐久性向上 コネクタ、スイッチ、接点部品 注意点:ボンディング用途には不向きな場合あり |
|
純金メッキ |
金純度99.99% 皮膜硬さHv60 導電性
|
数量:1個からの試作~量産10万個以上 ・ 全面メッキ、部分メッキ可能 膜厚の目安:0.05μm~30μm 下地めっき:銅メッキ、ニッケルメッキ、銀メッキ、下地メッキなし(ダイレクト純金メッキ) 対応素材:銅、真鍮、ステンレス、アルミ、チタンの純金メッキ加工実績が豊富 主な目的:金スズはんだの濡れ性の確保・半導体部品に接合用としての用途・リードフレーム、半導体部品、集電板、電極板、スペーサ、ボンディング用途 注意点:やわらかく摩耗に弱い
|
用途や目的で推奨される金メッキ|硬質金・純金メッキの選び方
| 用途・目的 | 推奨される金メッキ |
|---|---|
| ワイヤーボンディング | 純金メッキ |
| 金スズはんだ付け | 純金メッキ |
| コネクタ・スイッチ接点 | 硬質金メッキ |
| 抜き差し・摺動がある部品 | 硬質金メッキ |
| 接触抵抗を安定させたい | 硬質金メッキまたは純金メッキ |
| 金コストを抑えたい | 部分金メッキ |
| SUSへのダイレクト金 | 硬質金メッキまたは純金メッキ |
| 純チタン・チタン合金 | 純金メッキ |
金メッキ加工 最大対応サイズ
サイズ:最大400mm×400mm×深さ600mm
サイズや用途に合わせて、硬質金メッキ槽、純金メッキ槽を保有しています。試作から量産まで、内容に応じて最適な槽を使い分けています。金メッキ加工の最大対応長さはL600mm程度です。 2度付けメッキ(トンボ処理)でもOKの場合1200mmまで対応できます。
(境界部はうっすら境界跡が残ります)
トンボ処理とは?
金メッキ加工 独自の技術力
金メッキの部分メッキ・2色メッキ・マスキングが得意
部分メッキは、電子部品やコネクタでは、必要な部分にのみメッキ加工、接点部のみに金メッキや銀メッキを施すことで、安定した通電性能を確保します。自動車部品では、摩耗しやすい箇所や防錆性が必要な箇所だけに処理を行うことで、耐久性の向上とコスト低減を両立できます。
コダマでは、レジストマスキング法を用いた精密な部分メッキ加工をはじめ、テーピングや樹脂コーティング法による部分メッキ加工を実施しています。
部分メッキ・2色メッキ加工事例
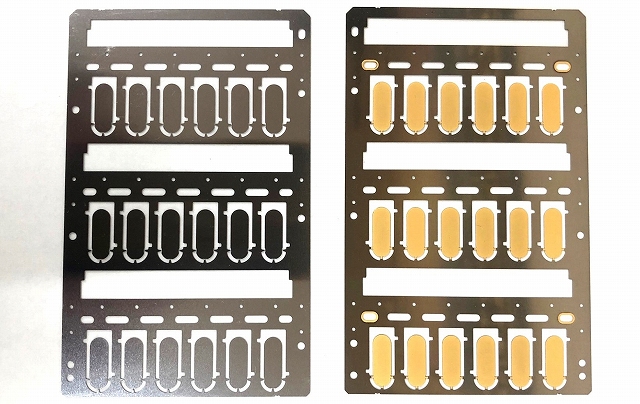 左:SUS420素材の基板 |
 金メッキ膜厚0.3μm(下地:無電解ニッケル5μm)アルミプレート |
|
ネジ部:銀メッキ加工 膜厚3μm (ネジ部のかじり防止の為) |
ネジ部:銀メッキ加工 膜厚3μm(ネジ部のかじり防止の為) |
|
製品前面に銀メッキ加工(膜厚5μm)金メッキをつけたくない部分をマスキング。マスキング部以外に硬質金メッキ1μmを施工(2色メッキ) |
|



ステンレス(SUS)にも下地ニッケルなしで直付け金メッキが可能
- SUS(ステンレス)素材に直接(下地ニッケルなし)金メッキ(ストライク金メッキを施して)金メッキ。
- 銅素材・銅合金素材にも直接(下地ニッケルや銅メッキなし)の金メッキ加工もご対応。
- 金メッキの下地メッキ 銅メッキ下地・ニッケルメッキ下地・銀メッキ下地・下地ナシ直付け)
メールや電話でのご相談は、「これ、金メッキで合ってますか?」というレベルでも大歓迎です。安心してお問い合わせください。

直接(下地ニッケルなし)ダイレクト金メッキ加工
*「磁性を嫌う製品のために、ニッケル下地なしでステンレスに直接金メッキが可能」「ニッケルアレルギー対策」【医療機器】磁気の影響を排除したい → ステンレスへの直付け金メッキで解決
チタン、インコネル、モリブデン素材にも金メッキ加工が可能
特殊素材への金メッキ加工にも豊富な実績があります。64チタン(Ti-6Al-4V)純チタン、インコネル、モリブデン材への金メッキに対応しており、ご相談も承っています。計測機器部品や開発部品などで、JAXA(宇宙航空研究開発機構)様、国立大学様、各種研究機関様からの受注実績も多数あります。
純金メッキ 膜厚10μm以上の厚付け加工・膜厚調整
純金メッキは、メッキ膜厚10μm以上の厚付け用途でもご利用いただいています。半導体部品に接合用としての用途や、集電板、電極板、スペーサ、IC部品、薄膜回路、電極、センサーなどにも用いられています。コダマでは純銀メッキ下地の上に純金メッキもご対応可能。金メッキ加工のご相談・依頼お待ちしています。
膜厚調整:用途に応じ0.05~10μm以上の厚付けも調整可能。MIL規格対応も可能です。純金メッキは、皮膜が柔らかい(硬度50~70Hv)ので、摩耗しやすいことが挙げられます。挿抜するような部分には、硬質金メッキがオススメです。
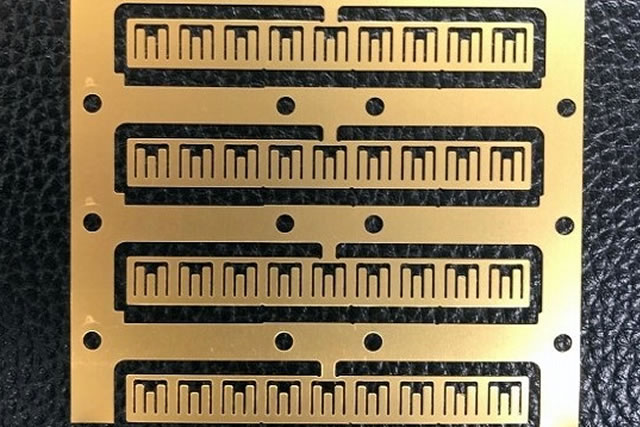
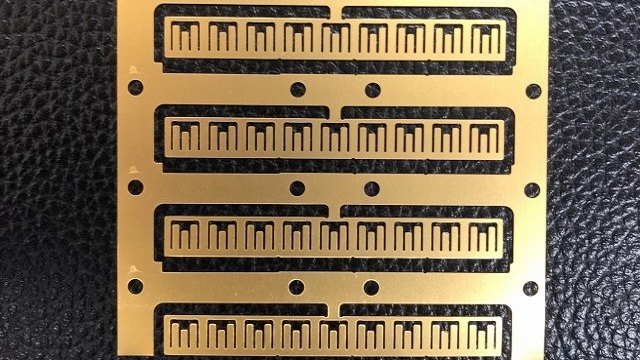
純金メッキ加工製品事例:リードフレームへの純金メッキ加工
|
金メッキ加工でシミを発生させないメッキ加工をしています 後処理工程の乾燥工程でメッキ表面にシミが出来ない対策をしています。 ・乾燥機内の温度を高温にしない ・乾燥機内の定期的な清掃と点検 ・環境のよい場所で製品を保管 詳しくはこちら |
お客様の声をもとに、品質・納期・対応力を改善しています
株式会社コダマでは、品質・納期・対応力の向上を目的に、お客様満足度アンケート調査を実施し、その結果を13年連続で公表しています。 いただいたご意見を社内で共有し、金メッキ・銀メッキ・スズメッキをはじめとする各種表面処理の品質改善に活かしています。初めてのお客様にも安心してご相談いただけるよう、これからもお客様の声を大切にしたものづくりを続けてまいります。 Google口コミのお客様からの声もご覧いただけます。
金メッキのQ&A(問題解決事例)を見る
金メッキ加工の関連情報
- 金メッキの部分メッキ加工はこちら
- 金メッキのコストを下げる方法はこちら
- リードフレームへの硬質金メッキ加工事例
- SUSナットへの硬質金メッキ加工事例
- 純金メッキの厚付け加工事例
- チタン・インコネル・モリブデンへの金メッキ加工事例
金メッキ加工の技術者が語る、品質安定のポイント
 |
金メッキラインのリーダーを務める小中は、全国めっき技術コンクール 装飾クロムめっき部門にて、厚生労働大臣賞を受賞した熟練めっき技能者です。治具づくり、受賞で培った技術と現場感覚を金メッキ加工にも活かし、品質の安定に取り組んでいます。 金メッキ加工の技術のポイントはどこですか?金メッキ加工では、治具の当たり方やラッキングの方向に特に注意しています。部品の形状や材質によってメッキの付き方が変わるため、図面だけでなく、用途や求める性能も確認しながら加工条件を調整します。 膜厚管理で気を付けていることは何ですか?金は貴重で高価な金属のため、必要以上に厚く付けすぎないことが大切です。そのため金メッキ加工では、電圧・電流値の設定、加工時間の管理、指定膜厚を正確に狙うことを心がけています。 部分金メッキのマスキング処理で気を付けていることは何ですか?部分金メッキでは、マスキングの精度がとても重要です。金メッキは、マスキングをしていても少しの隙間があると、そこからメッキが析出してしまうことがあります。そのためコダマでは、部分メッキの際にマスキング材を二度塗りするなど、細部まで丁寧に確認しながら加工しています。 |
金メッキ対応素材 幅広く対応
| 銅 | 銅合金 | テルル銅 | ベリリウム銅 |
| クロム銅 | 真鍮 | ステンレス鋼(SUS) | インコネル |
| コバール | 焼入れ鋼 | 工具鋼 | 鉄 |
| アルミニウム | アルミニウム合金 | タングステン | モリブデン |
| 超硬 | 純チタン・チタン合金 |
金メッキ加工 納期の目安
急ぎの製品は、最短納期1日から・当日受取・翌日発送も可能 一般的には3~5日程度の納期で対応しています。
動画で見る金メッキ加工工程
|
金メッキ加工工程の動画(3:23) |
| 1 アルカリ脱脂 | 脱脂工程は、製品についている油を取るために行います。 |
| 2 超音波洗浄 | 超音波によって、液体に生じた真空の気泡が破裂する際の衝撃波を利用した洗浄方法 |
| 3 電解脱脂 | 電解脱脂工程は、浸漬脱脂で取り除くことのできない、微細な凹凸面に付着したバフカスや焼き入れのスケールを、多量のガスの圧力で取り除くために行います。 |
| 4 活性化 | 酸活性工程は、メッキ前に素材を活性化させ、メッキを付きやすくするために行います。鉄系・硫黄快削鋼・銅合金など素材にマッチした活性化を行います。 |
| 5 銅ストライクメッキ | 下地の素材と上層のニッケルメッキとの間で接着剤のような役割を果たしてくれます。 |
|
6 ニッケルメッキ |
銅と金の間に加工するニッケルメッキは、拡散防止の役目も果たしてくれます。 |
| 7 金メッキ | 金メッキは、外観、機能、目的に合わせて、純金メッキ、硬質金メッキなど選ばれます。 |
| 8 封孔処理(ふうこうしょり)・変色防止 | 金メッキのピンホールを塞ぎ、腐食を防止する目的で、実施します。表面が変色しにくくなります。 |
|
9 乾燥工程 |
エアー乾燥、乾燥炉などを所定の時間行い、製品に付着した水分を飛ばします。(各工程間は水洗いが入ります ) |
発注する際の注意点
お問合せの前にお客様にご確認いただきたいポイントをご案内します。
 |
 |
 |
 |
コダマメッキ加工依頼お取引の流れ
金メッキ加工事例
全国から1,000件以上の加工実績があり、試作から量産まで即対応しています。金メッキ加工会社を選ぶ際は、対応できる膜厚範囲、下地メッキの提案力、部分メッキ・マスキング対応、対応素材、試作から量産までの実績、膜厚測定や外観検査などの品質管理体制を確認することが重要です。
 |
 |
 |
 |
|
|
|


金メッキのQ&A
金メッキ加工に関するQ&A・よくあるご質問をまとめました。
【コラム】メッキライブラリの記事
- 金メッキ加工で必要な主な設備
- メッキの安全衛生について 電気機器の取扱いについて
- 金メッキの耐食性評価
- メッキの排水処理システム 汚れた水をきれいに
- 軟らかいメッキ(硬度Hv150以下)
- 析出スピードが速いメッキ(金メッキ・銀メッキ)
- メッキの品質管理 pH管理
- 金メッキ浴及び金合金メッキ浴の種類 シアン系と非シアン系
- 金の価値 資産としての金と金メッキ製品 (金の建値推移)
- 金メッキの品質と試験・検査方法
メッキコラムをもっと見る
金メッキ関連記事
金メッキのJIS記号での表し方と呼び方
[メッキ法の種類]-[素地の種類]/[下地メッキの種類 膜厚], [上層のメッキの種類 膜厚]
| 例1、 Ep-Cu / Nib5、 Au0.3 |
| 電気めっきー素地の種類(銅素地)/ 下地めっきの光沢ニッケル5μm、上層の金メッキ 膜厚0.3μm以上 |
| 例2、 Ep-Al / ELp-Ni 15, Au 1 |
| 最終めっきが電気めっき、素地の種類(アルミ素地)/ 無電解ニッケルめっき15μ以上、上層の金メッキ 膜厚1μm以上 |
E-Au : 工業用金及び金合金めっき
D-Au : 装飾用金及び金合金めっき
金メッキのJIS規格 工業用金及び金合金メッキ H8620-1993・ 装飾用金および金合金メッキ H8622-1993
銀メッキ下地の金メッキ加工
下地に銀メッキ加工を施して、上層メッキに金メッキ加工もご対応可能です。下地 銀メッキ上の金メッキの実績が豊富にあります。加工事例:純金メッキ(下地 純銀メッキ)
| 電気伝導性 | 電気伝導性が大きいほど、逆に言えば電気抵抗値が小さいほど導電性に優れます。 |
| はんだ濡れ性(半田付け性) | 接合しようとする金属表面に対する、ハンダのなじみやすさ(金属表面によく濡れる)のことでハンダ濡れ性とも言われます。 |
| ボンディング性 | 半導体素子や電極とパッケージリードとを、金やアルミ、銀の極細線で接続(熱圧着または超音波圧着)することを、ボンディングと言います。 皮膜の柔軟性、表面洗浄度、加熱密着性がボンディングの際にメッキに要求される特性です。半導体関係では無電解ニッケルメッキも利用されています。 |
金メッキのQ&A (問題解決)を見る
この金メッキ記事の監修者:特級めっき技能士が監修
 |
1. 硬質金メッキは高硬度で耐摩耗性に優れている。純金メッキは、高純度でボンディング性や金スズ半田の濡れ性が優れている。 2. 工業用金メッキの用途には、電子部品、ICヘッダー、リードフレーム、プリント基板、コネクタ・スイッチなどの電気接点部品などの工業用途がある。 3.金の特性は、金は機械加工性に優れ、薄板は箔として0.1μm、細線では、直径8μm、複雑な微細加工も可能ですが、機械的強さは弱い。大気中で加熱しても酸化しない唯一の金属である。 めっき職歴30年以上 父が創業のメッキ工場でラッキング作業・メッキ加工に関わる。大学卒業後は、電子部品のメッキ加工を得意とされる東京のメッキメーカーにて修行し、電子部品の金メッキ、銀メッキ、スズメッキ、ニッケルメッキ、銅メッキ技術や経営ノウハウを学ぶ。 コダマでは、現場、品質保証、営業を担当し、現在は採用活動、ブランディング、マーケティング戦略に注力している。わくわく!コダマ新聞(ニュースレター)も配信中! |